JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Pellin tasoitus on kriittinen vaihe nykyaikaisessa metallien valmistuksessa. Ennen kuin mikään leikkaus, taivutus, hitsaus tai meistäminen voi tuottaa tasaisia tuloksia, raaka-aineen on oltava aidosti litteä – ei vain visuaalisesti tasaista, vaan myös jännitteetöntä ja mittavakaa. Väärän tasoitusmenetelmän valinta johtaa hylättyihin osiin, uusiin työstöön ja loppupään prosessivirheisiin. Tämä opas kattaa kaikki tärkeimmät ohutlevyn tasoitusmenetelmät, selittää jokaisen taustalla olevan fysiikan ja antaa käytännön puitteet oikean lähestymistavan valitsemiseen materiaali-, tilavuus- ja tarkkuusvaatimustesi perusteella.
Miksi ohutlevy vaatii tasoitusta
Pelti lähtee tehtaalta kelamuodossa. Rullauksen aikana ulkopinta venyy samalla kun sisäpinta puristuu, lukitsee vastakkaiset jännitykset materiaalin raerakenteeseen. Kun huoltokeskukset kelaavat, oikaisevat ja leikkaavat levyn pituudeksi, nämä jännitykset eivät katoa kokonaan – ne jäävät loukkuun, joka näyttää litteältä metallipalalta.
Ongelma tulee näkyviin heti, kun käytetään lämpöleikkausprosessia, kuten laser- tai plasmaleikkaus. Lämpö vapauttaa lukkiutuneita jännityksiä, ja osat vääntyvät, kumartuvat tai kehittävät reuna- ja keskiaaltoja. Sama vääristymä ilmenee lävistyksen tai hienosammoituksen jälkeen. Jopa mekaanisesti leikatuissa osissa on jäännösjännitystä, joka vääristää geometriaa myöhemmän muovauksen tai hitsauksen aikana.
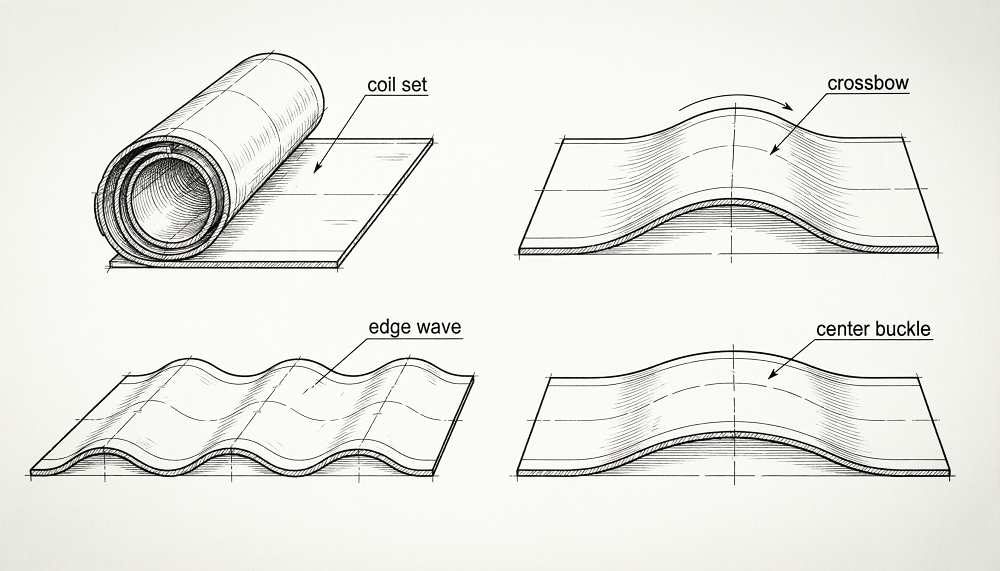
Yleisiä tasaisuusvirheitä, jotka tasoituksessa on korjattava, ovat:
- Kelasarja: pitkittäinen keula, joka seuraa kelaussuuntaa, kaikkein ankarin kohti kelan sydäntä.
- Varsijousi: poikittainen keula, joka on kohtisuorassa vierintäsuuntaan nähden ja jonka keskikohta on nostettu reunojen yläpuolelle.
- Reuna-aalto: puristusjännityksen aiheuttamat aaltoilevat reunat reunavyöhykkeissä suhteessa keskustaan.
- Keskisolki: paikallinen lommahdus arkin keskellä, jossa keskikohta on reunoja pidempi.
- Twist: osan pinnan poikki diagonaalinen vääristymä, joka syntyy usein epäsymmetrisen leikkaamisen tai käsittelyn aikana.
Jokaisella vikatyypillä on erilainen jännitysprofiili ja siksi ne reagoivat eri tavalla kuhunkin tasoitusmenetelmään. Ymmärtäminen metallilevyn tasaisuusstandardit ennen tasoitusprosessin valintaa voit määrittää mitattavissa olevan hyväksymiskriteerin ja välttää kiistat käyttöönoton yhteydessä.
Vasara ja liekkitasoitus
Vasaratasoitus on vanhin peltitasoitusmenetelmä, ja se on edelleen käytössä erityistilanteissa, joissa koneellinen tasoitus on epäkäytännöllistä. Kokenut käyttäjä iskee arkkia vasaralla tarkoituksella, venyttää puristettuja alueita ja lievittää paikallisia jännityskeskittymiä. Liekin tasoitus toimii vastaavalla periaatteella: taskulamppu lämmittää paikallista aluetta aiheuttaen lämpölaajenemista; Kun vyöhyke jäähtyy ja supistuu, se vetää ympäröivää materiaalia kohti kuumennettua kohtaa ja korjaa paikallista taipumista.
Molemmat menetelmät vaativat huomattavaa taitoa. Tulokset riippuvat suoraan käyttäjän kyvystä lukea osa, arvioida jännityksen jakautumista ja käyttää oikeaa energiaa oikeassa järjestyksessä. Kaksi operaattoria ei tuota identtisiä tuloksia, eikä yhtäkään osaa voida toistaa varmasti. Yhden kappaleen tasoittaminen voi kestää 30 minuutista useisiin tunteihin vääristymän vakavuudesta ja osan monimutkaisuudesta riippuen.

Kun vasaran ja liekin tasoitus on järkevää
- Jo kootut rakenteet tai hitsaukset, jotka eivät pääse telakoneen läpi.
- Erittäin pienet tuotantomäärät, joissa koneen asennuskustannukset eivät ole perusteltuja.
- Mukautetut tai epäsäännölliset osat, joihin koneen ohjaimet eivät voi mahtua.
- Valmiiden komponenttien korjaus paikan päällä, kun mittatoleranssi on kohtalainen.
Tuotantoympäristöissä, joissa suorituskyvyllä, toistettavuudella tai tarkkuustasaisuustoleransseilla on merkitystä, vasara- ja liekkitasaus ei sovellu. Inhimillinen tekijä tekee mahdottomaksi taata yhtenäisiä tuloksia koko erässä.
Puristus ja oikaisu Puristimen vaaitus
Oikaisupuristin tukee levyä tai levyä kahdesta kohdasta ja käyttää muotoilusuutinta materiaalin painamiseksi tasaiseksi näiden tukipisteiden välissä. Prosessi kohdistuu tiettyihin paikkoihin siinä osassa, jossa vääristymä on keskittynyt. Useita puristusjaksoja tarvitaan tyypillisesti ennen kuin osa saavuttaa hyväksyttävän tasaisuuden, koska jokainen puristusisku korjaa yhden alueen ja saattaa aiheuttaa jännitystä viereisille vyöhykkeille.
Jotkut valmistajat käyttävät puristusjarruja improvisoituina tasoittimina, jotka ovat käyttökelpoisia yksittäisen näkyvän muodonmuutoksen korjaamisessa, mutta eivät käsittele jakautunutta sisäistä jännitystä. Erityinen oikaisupuristin tarjoaa paremman hallinnan kuin tasausta varten tarkoitettu puristinjarru, mutta se ei silti pysty vastaamaan telapohjaisen järjestelmän läpimenokykyä tai jännityksenpoistosyvyyttä.
Yhden kappaleen tasoitus suoristuspuristimella kestää tyypillisesti jopa 60 minuuttia ja vaatii ammattitaitoisen asiantuntijan tulkitsemaan osan käyttäytymistä vetojen välillä. Menetelmä tulee käytännöllisemmäksi yli 50 mm:n paksuisille levyille, joissa telatasoittimien mekaaninen kapasiteetti saattaa puuttua, ja pienivolyymituotannossa, jossa koneinvestointi ei ole perusteltua.
Harkittavat rajoitukset
- Ei voida käsitellä hajautettua sisäistä jännitystä - vain näkyviä geometrisia virheitä erillisissä pisteissä.
- Takaisinjousituksen vaara vaatii toistuvia puristusjaksoja ja pidempiä jaksoaikoja.
- Luottaa voimakkaasti käyttäjän harkintaan, mikä tekee toistettavuudesta toistettavuuden välillä vaihtelevaa.
- Ei sovellu ohuille peltilevyille – suuri paikallinen kuormitus voi aiheuttaa pintavaurioita tai pysyviä jälkiä.
Rullatasoitus: yksinkertaisista suoristajista tarkkuusjärjestelmiin
Telatasoitus on yleisimmin käytetty teollinen peltitasoitusmenetelmä. Levy kulkee porrastettujen telojen sarjan läpi, jotka altistavat sen vuorotteleville mutkille, joiden amplitudi pienenee. Tämä toistuva elastis-plastinen muodonmuutos jakaa uudelleen sisäiset jännitykset poikkileikkaukselle ja ajaa materiaalia kohti tasaista, jännitystä vapautettua tasaista tilaa.
Perusfysiikka seuraa pienenevää siniaaltoa: sisääntulopäässä käytetään suurinta taivutussiirtymää, ja jokainen peräkkäinen telapari vähentää siirtymää, kunnes materiaali poistuu lähes neutraalissa jännitystilassa. Prosessin tehokkuus riippuu kolmesta toisiinsa liittyvästä muuttujasta: telan halkaisija, rullan nousu (keskipisteen välinen etäisyys) ja puristussyvyys (läpäisy) .
Yksinkertaiset rullatasoittimet (suoristimet)
Yksinkertaisissa suoristimessa käytetään vähintään seitsemää rullaa, joilla on suhteellisen suuri halkaisija ja suuri väli. Ne käsittelevät paksumpia levyjä ja rajoitetun paksuusalueen. Koska rullia ei tueta aktiivisesti taipumista vastaan kuormituksen alaisena, ne taipuvat paineen alaisena, mikä tuottaa epätasaisen taipumisen levyn leveydelle. Tasaisuustulokset ovat riittäviä yleisiin rakennesovelluksiin, mutta riittämättömät tarkkuusvalmistukseen. Usein vaaditaan useita ajoja koneen läpi, ja prosessi riippuu silti käyttäjän kokemuksesta telojen oikean säädön suhteen.
Tarkat monirullaiset tasoittimet
Tarkkuustasoittimet lisäävät työrullien taakse väli- ja tukirullat estämään taipuman kuormituksen alaisena. Tämä mahdollistaa pienemmän työrullan halkaisijan ja tiukemman nousun, mikä lisää taivutusjaksojen määrää arkin pituusyksikköä kohti ja parantaa koneen kykyä korjata lyhytaaltovirheitä, kuten reuna-aaltoja ja keskisolkia. Tarkkuusjärjestelmillä voidaan saavuttaa tasaisuusarvoja 0,1 mm/m tai parempi — vaatimus sahanteriä, tarkkuusleimauskomponentteja ja hienotoleranssia sisältäviä metallilevykokoonpanoja varten.
Manuaalisiin menetelmiin verrattuna telojen vaaitus lyhentää syklin aikaa dramaattisesti. Osa, joka vaatii 10 minuuttia jarrupuristin- tai vasaratasoitusta käsin, voidaan työstää alle minuutissa tarkkuustelatasoittimella, mikä merkitsee mitattavissa olevia kustannussäästöjä suurissa töissä.
Valssauskone (kolmirullajärjestelmät)
Yksinkertaisin rullapohjainen kokoonpano käyttää kolmea offset-telaa. Levy taipuu telojen ympärille kulkiessaan läpi, ja prosessia toistetaan, kunnes tasaisuus on hyväksyttävää. Tämä lähestymistapa on tehokas vain osissa, joissa on yksinkertaisia, tasaisia virheitä. Se ei käsittele sisäistä rasitusta ja vaatii useita toistoja mille tahansa materiaalille, jossa on merkittäviä vääristymiä. Se sopii parhaiten korjaamoille, jotka käsittelevät kevyitä taivutuskorjauksia alhaisella äänenvoimakkuudella.
Jännitteen tasoitus
Vetotasoitus venyttää levyä pituussuunnassa vetämällä sitä kahden vetokelan välissä, kunnes kohdistettu jännitys ylittää materiaalin myötörajan. Kun arkki taipuu tasaisesti poikkileikkaukseltaan, jännitysero aiemmin puristettujen ja jännitettyjen vyöhykkeiden välillä romahtaa ja materiaali poistuu tasaisena, vähäisen jäännösjännityksen tilassa.
Monet teolliset jännitystasausjärjestelmät yhdistävät telan taivutuksen ja kiristyksen hybridilähestymistapassa: levy kulkee ensin taivutustelojen läpi bruttojännityksen uudelleenjakamiseksi, minkä jälkeen se käy läpi kiristyksen lopullisen tasaisuuden ja paksuuden tasaisuuden saavuttamiseksi. Tämä yhdistelmä on erityisen tehokas lujille teräksille ja erittäin ohuille materiaaleille, joissa vain rullajärjestelmät kamppailevat riittävän taivutuksen aikaansaamisessa ilman pintakosketusvaurioita.
Parhaat sovellukset jännityksen tasoittamiseen
- Erittäin ohut levy ja kalvo, jossa pienet telan halkaisijat vielä merkitsevät pintaa.
- Erittäin lujat teräslajit, joiden myötöraja-lujuussuhde on lähellä 1,0 ja joita on vaikea taivuttaa ilman ylikuormitusta.
- Kelan käsittelylinjat, joissa materiaali kulkee jatkuvasti ja kireyden hallinta on jo osa linja-arkkitehtuuria.
- Sovellukset, joissa paksuuden tasaisuus koko leveydellä on yhtä kriittinen kuin tasaisuus.
Haittapuolena on monimutkaisuus ja pääomakustannukset. Jännitystasaus vaatii kiristyskelojen tarkkaa hallintaa ja huolellista kalibrointia, jotta vältytään uusilta pitkittäisjännityksiltä epätasaisesta vedosta. Se on vähemmän käytännöllinen osa kerrallaan tasoittamiseen leikkauksen jälkeen, ja sitä käytetään pääasiassa kelojen käsittelyympäristöissä.
Kuumavalssaus ja kylmävalssaus tasoitus
Kylmävalssaus tasoittaa levyn telojen läpi huoneenlämmössä tai lähellä sitä ja käyttää suurta painetta, joka muuttaa materiaalin plastisesti muotoaan. Tämä menetelmä ei ainoastaan korjaa tasaisuutta, vaan parantaa pinnan viimeistelyä ja lisää mekaanisia ominaisuuksia – sekä kovuus että vetolujuus nousevat työkarkaisun seurauksena. Se on sopiva, kun pinnan laatu on ensisijainen vaatimus, kuten autojen koripaneeliaihioille tai tarkkuustekniikan alustoille. Rajoituksena on, että kylmävalssaus on rajoitettu ohuempiin mittoihin; erittäin paksut levyt vaativat liiallista voimaa, ja työkarkaisuvaikutus voi heikentää sitkeyttä niin pitkälle, että se vaikuttaa myötävirtaan.
Kuumavalssaus lämmittää levyn uudelleenkiteytyslämpötilansa yläpuolelle ennen kuin se viedään tasoitustelojen läpi. Korotettu lämpötila alentaa myötölujuutta ja lisää sitkeyttä, mikä tekee paksuista levyistä paljon helpompaa muotoutua. Kuumuus myös nopeuttaa stressin lievitystä. Tämä lähestymistapa on vakiona teräksen primäärikäsittelyssä ja laivanrakennuslaatujen levytuotannossa. Lämmityksen energiakustannukset ovat ensisijainen toiminnallinen haitta, ja lämpökäsittely voi muuttaa materiaalin mikrorakennetta tavoilla, jotka vaativat prosessin jälkeistä varmennusta spesifikaatioherkissä sovelluksissa.
Hydraulinen tarkkuustasoitus: moderni teollisuusstandardi
Hydraulinen tarkkuustasoitus edustaa nykyaikaista tekniikkaa tuotantoympäristöjen peltitasoituksesta. Toisin kuin mekaaniset rullatasoittimet, joissa puristusvoima on kiinnitetty ruuvisäädöllä, a hydraulinen tasoituskone käyttää suljetun kierron hydraulisylintereitä ohjaamaan puristusvoimaa ja rullaväliä dynaamisesti levyn koko leveydeltä. Tämän ansiosta järjestelmä voi säilyttää tasaisen taivutusenergian, vaikka materiaalin paksuus, myötöraja tai lämpötila vaihtelevat tuotantoerän sisällä.

Toimintaperiaate on edelleen vaihteleva elastinen-plastinen taivutus, mutta hydraulikäytön tarkkuus avaa ominaisuuksia, joita mekaaniset järjestelmät eivät pysty vastaamaan:
- Laaja materiaalivalikoima: Hydraulijärjestelmät voivat käsitellä materiaaleja 0,1 mm:n ultraohuista kuparikalvosta 60 mm:n erikoisseospaksuisiin levyihin yhdessä koneperheessä vaihdellen niiden välillä tallennettujen reseptien avulla.
- Aktiivinen kruununhallinta: Työrullien takana olevat tukirullat on hydraulisesti säädetty vyöhykkeeltä, mikä kompensoi rullan taipumista kuormituksen alaisena ja varmistaa tasaisen taipumisen leveillä levyillä – kriittinen reuna-aaltojen ja keskisolkien poistamiseksi samanaikaisesti.
- Toistettava reseptipohjainen toiminta: materiaalikohtaiset parametrit (voima, tunkeuma, nopeus) tallennetaan ja haetaan automaattisesti, mikä eliminoi käyttäjäkohtaiset asetusvaihtelut vuorojen välillä.
- Rei'itetyn ja lämpökäsitellyn materiaalin käsittely: Kehittynyt vyöhykekohtainen telan paineensäätö mahdollistaa selektiivisen venymisen leveydeltä, jolloin on mahdollista tasoittaa materiaaleja, jotka kukistavat yksinkertaisemmat järjestelmät – rei'itetyt levyt, jälkilämpökäsitellyt aihiot ja korkean vetolujuuden omaavat levyt.
Tärkein ero hydraulisten vaaituslaitteiden välillä on ohjausarkkitehtuuri. Pelkästään hydraulipaineen hallinta ei vastaa rullan asennon tai sylinterin voiman suljetun silmukan säätöä. Asennon ja voiman palaute – lineaaristen asteikkojen ja punnituskennojen kautta – mahdollistaa päivittäisen toistettavuuden öljyn lämpötilan vaihtelun, venttiilin vasteen vaihtelun ja komponenttien asteittaisen kulumisen yhteydessä. Pelkästään paineensäätöön perustuvat koneet tuottavat tasaisia tuloksia vain kapealla toiminta-alueella.
Autokomponenttien, tarkkuuslevyjen, hissien osien, sahanterien ja elektroniikkakoteloiden bulkkituotannossa hydraulinen tarkkuustasaus on menetelmä, joka tekee tuotantotason tasaisuustakuista saavutettavissa ja todennettavissa. Tutustu koko valikoimaan teollisuuden sovelluksiin jossa tarkkuustasaus parantaa prosessia mitattavissa.
Paarien vaaitus
Paarittasoituksessa käytetään hydraulisia puristimia tarttumaan levyyn molemmista päistä ja vetämään sitä useisiin suuntiin samanaikaisesti, kunnes sisäiset jännitykset tasaavat tasaisen myöntymisen kautta koko poikkileikkauksen. Toisin kuin kireystasoitus kelojen käsittelylinjoilla, venytystasoitus toimii yksittäisillä leikatuilla arkeilla tai levyillä ja on suunniteltu materiaaleille, joissa sekä pitkittäis- että poikittaiset jännitysgradientit tarvitsevat korjauksen yhdellä toimenpiteellä.
Menetelmällä saavutetaan erinomainen tasaisuus ja jäännösjännityksen lievennys, mutta se on hitaampi kuin jatkuva tela- tai jännitystasaus, ja se soveltuu parhaiten arvokkaisiin, pienikokoisiin sovelluksiin, kuten ilmailulevyihin, paksuihin rakenneaihioihin tai erikoisseoslevyihin, joissa osakustannukset oikeuttavat pidemmän kiertoajan. Se vaatii huolellista kalibrointia: riittämätön venytys jättää jäännösjännityksen; liiallinen venytys muuttaa pysyvästi mittoja ja mekaanisia ominaisuuksia.
Kuinka valita oikea metallilevyn tasoitusmenetelmä
Oikea tasoitusmenetelmä määräytyy materiaaliominaisuuksien, tuotantomäärän, tasaisuusvaatimuksen ja osan geometrian yhdistelmän perusteella. Seuraavassa taulukossa on yhteenveto kaikkien tärkeimpien menetelmien tärkeimmistä valintakriteereistä.
| menetelmä | Paksuusalue | Tilavuuden sopivuus | Tasaisuuden laatu | Stressin lievitys | Tyypillinen käyttötapaus |
|---|---|---|---|---|---|
| Vasara / liekki | Mikä tahansa | 1-5 kappaletta | Matala / Vaihtuva | Osittainen (vain paikallinen) | Hitsaukset, korjaus paikan päällä |
| Suoristuspuristin | > 50 mm tyypillinen | Pieni erä | Kohtalainen | Osittainen (pisteen korjaus) | Paksu levy, näkyvä muodonmuutos |
| Yksinkertainen rullan tasoitin | Keskipaksu | Keskikokoinen | Kohtalainen | Rajoitettu | Yleinen rakennelevy |
| Tarkkuustelatasoitin | Ohut-keskikokoinen | Korkea | Korkea (≤ 0.5 mm/m) | Hyvä | Leimaus, laserleikkauksen valmistelu |
| Jännitteen tasoitus | Erittäin ohut – korkea lujuus | Korkea (coil line) | Erittäin korkea | Erinomainen | AHSS, folio, kela käsittely |
| Kylmävalssattu tasoitus | Ohut | Korkea | Erittäin korkea | Hyvä | Autojen koripaneelit, tarkkuusosat |
| Kuumavalssaava vaaitus | Paksu levy | Korkea (mill-scale) | Kohtalainen–high | Hyvä | Rakenneteräs, laivanrakennuslevy |
| Hydraulinen tarkkuustasoitus | 0,1 mm - 60 mm | Korkea | Erittäin korkea (≤ 0.1 mm/m) | Erinomainen | Precision Mfg, sekamateriaalituotanto |
| Paarien vaaitus | Keskipaksu | Matala – keskitaso | Erittäin korkea | Erinomainen | Ilmailulevy, erikoismetalliseokset |
Käytännön valintalogiikka
Aloita materiaalistasi. Jos käsittelet monenlaisia seoksia ja paksuuksia yhdessä laitoksessa, hydraulinen tarkkuustasoitus on ainoa menetelmä, joka käsittelee koko spektrin reseptipohjaisella konsistenssilla. Jos toimintasi rajoittuu yhteen materiaaliperheeseen suurella volyymilla, kyseiselle ikkunalle optimoitu tarkkuustelatasoitus voi olla kustannustehokkaampi. Erittäin ohuelle kalvolle tai kehittyneelle lujalle teräkselle jatkuvassa kelalinjassa jännitystasaus tuottaa tasaisimman tuloksen. Satunnaisiin paksulevykorjauksiin tai hitsauksen uudelleenkäsittelyyn puristin tai oikaisupuristin on edelleen käytännöllinen valinta.
Harkitse sitten loppupään prosessejasi. Jos tasoitetusta levystä leikataan laserleikkaus, jäännösjännitystasolla vaaituksen jälkeen on yhtä paljon merkitystä kuin geometrisella tasaisuudella – lämpöleikkaus vapauttaa jäljellä olevan jännityksen. Jos se on tarkkuusleimattu tai muotoiltu, tasaisuus tasaisuus koko leveydellä on hallitseva vaatimus. Alavirran herkkyyden määrittäminen ennen menetelmän valintaa varmistaa, että tasoitusvaihe todella ratkaisee ongelman sen sijaan, että sitä siirrettäisiin.
Tekniikkojen ja laitekokoonpanojen syvempää vertailua varten on opas metallin tasoitustekniikat kattaa jokaisen lähestymistavan työkalutason lisäyksityiskohtia.
Tasoituksen integrointi täydelliseksi tuotantolinjaksi
Nykyaikaisessa peltivalmistuksessa tasoitus toimii harvoin erillisenä vaiheena. Korkein tuotto tasoitusinvestoinnille saadaan, kun vaaituskone on integroitu yhdistettyyn tuotantolinjaan – yhdistettynä alkuvirran purkulaitteeseen, loppupään leikkaus- tai leimausjärjestelmään ja keskustietojärjestelmään, joka kirjaa materiaaliparametrit, voima-asetukset ja tasaisuustulokset jäljitettävyyttä varten.
Reseptipohjainen materiaalinkäsittely on käytännöllinen mekanismi: kun materiaalitunnus muuttuu, tasoitusohjelma vaihtuu automaattisesti, mikä eliminoi manuaalisen asennuksen ajan ja riskin, että uudelle seokselle tai paksuudelle ajetaan vääriä parametreja. Alavirran tarkastuspalaute – jossa tasaisuusmittaustulosta käytetään seuraavan vaaitusjakson tarkentamiseen – sulkee silmukan ja mahdollistaa jatkuvan parantamisen ilman käyttäjän väliintuloa.
Riippumatta valitusta tasoitustavasta, pinnan eheyttä on valvottava tasaisuuden ohella. Telan merkinnät, irtoaminen saastuneista teloista ja mikronaarmut herkissä seoksissa, kuten alumiinissa tai kuparissa, ovat hylkäyssyitä, jotka ilmenevät tasoituksen jälkeen, ei sen aikana. Huoltokuri – telojen puhdistus, öljyn puhtaus, anturin kalibrointi ja säännöllinen geometrian tarkastus – on toimintatapa, joka pitää vaaitustulokset tasaisina ajan mittaan.
Valmistajille, jotka arvioivat hydraulisia tarkkuustasoitusratkaisuja integroitaviksi tuotantolinjoihinsa, sovelluksen yleiskatsaus tarjoaa konfigurointiohjeita toimialan ja materiaalityypin mukaan.