JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Hydraulisten oikaisukoneiden valmistajat
-


30-sarjan ohutlevyinen hydraulinen servo-tarkkuustasoituskone
-

40-sarjan raskaaseen käyttöön tarkoitettu hydraulinen tarkkuustasoituskone
-
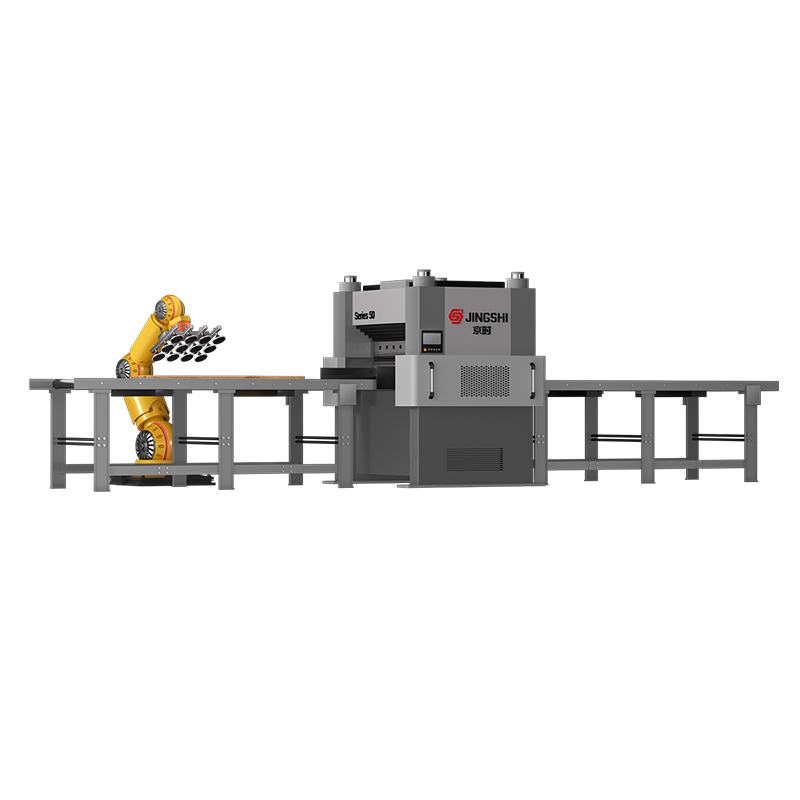
50-sarjan nelipylväinen hydraulinen älykäs tarkkuustasoituskone
-

60-sarjan paksulevyinen erittäin tehokas hydraulinen tasoituskone
-

80-sarjan raskas levyhydraulinen erittäin tarkka tasoituskone
-

100-sarjan suuren työkappaleen hydraulinen tarkkuustasoituskone
Hydrauliset tasoituskoneet käyttävät hydraulikäyttöä ydinvoimanlähteenä, ja ne on varustettu useilla porrastetuilla tasoitusteloilla (mukaan lukien työrullat, välirullat ja tukirullat). Säätämällä tarkasti puristusvoimaa ja taivutusjaksojen lukumäärää metallilevy käy läpi vuorotellen "kimmois-plastista" muodonmuutosta, mikä lopulta saavuttaa ennalta asetetut tasaisuusvaatimukset. Tällä erikoislaitteella voidaan käsitellä erilaisia metallimateriaaleja (alumiini, kupari, teräs, titaaniseokset jne.), joiden paksuus vaihtelee 0,1 mm:stä (erittäin ohut kuparifolio) 60 mm:iin (erikoiseoksen paksuiset levyt).
Tietoja meistä
Suzhou JingShi Intelligent Equipment Co., Ltd.
Perustettu vuonna 2016 ja pääkonttori Suzhoussa, Kiinassa, Suzhou JingShi Intelligent Equipment Co., Ltd. on integroitu korkean teknologian yritys, joka yhdistää tutkimuksen, valmistuksen ja kaupan. Erikoistumme hydraulisiin tarkkuusoikaisukoneisiin ja älykkäisiin tuotantolinjajärjestelmiin, Räätälöity tarkkuushydraulinen oikaisukonesitoutuneena tarjoamaan korkean tarkkuuden, korkean tehokkuuden ja korkean vakauden levymetallin viimeistelyratkaisuja maailmanlaajuisille valmistajille.
Toimiessamme Hydraulisten oikaisukoneiden valmistajat ja Tarkkuusoikaisukoneiden toimittajat Kiinassa, laitteitamme käytetään laajalti autonosissa, tarkkuuslevymetallissa, hissikomponenteissa, maatalouskoneissa, sahanterissä, tarkkuusleimauksessa, profiilivalmistuksessa ja sähkösovelluksissa. Jatkuvan innovaation ja teknisen erinomaisuuden ansiosta JingShi on tullut luotetuksi kumppaniksi valmistajille ympäri maailmaa.
Toimiessamme Hydraulisten oikaisukoneiden valmistajat ja Tarkkuusoikaisukoneiden toimittajat Kiinassa, laitteitamme käytetään laajalti autonosissa, tarkkuuslevymetallissa, hissikomponenteissa, maatalouskoneissa, sahanterissä, tarkkuusleimauksessa, profiilivalmistuksessa ja sähkösovelluksissa. Jatkuvan innovaation ja teknisen erinomaisuuden ansiosta JingShi on tullut luotetuksi kumppaniksi valmistajille ympäri maailmaa.
Viestipalaute
Kunniamaininta




Pysy yhteydessä, oivalluksia & Innovaatioita JingShilta
-

 Teollisuuden uutisia
Teollisuuden uutisia
 2026.07.08
1. Johdatus paneelinostolaitteisiin Valmistajat menettävät vuosittain tuhansia tunteja hitaan, manuaalisen paneelien käsittelyn vuoksi. Yksi työntekijä, joka siirtää 50...
2026.07.08
1. Johdatus paneelinostolaitteisiin Valmistajat menettävät vuosittain tuhansia tunteja hitaan, manuaalisen paneelien käsittelyn vuoksi. Yksi työntekijä, joka siirtää 50... -
Teollisuuden uutisia
2026.06.05
Miksi metallilevyn tasoituksella on merkitystä: tasaisten osien piilokustannukset 4 × 8-jalkainen 14-koon teräslevy irtoaa laserleikkurista 2 mm:n reuna-aaltolla. Ilman...
-
Teollisuuden uutisia
2026.05.11
Mikä tekee levytasoittimesta "tarkkuuden"? Tavallinen rullatasoitus oikaisee metallia viemällä sen offset-telojen läpi – tehokas yleiseen tasaisuuteen, mutta se ei ole ...
-
Teollisuuden uutisia
2026.05.07
Kiinnitä imukuppi lasi-ikkunaan ja se kestää kuukausia. Paina samaa kuppia raakaa puulevyä vasten ja se liukuu pois sekunneissa. Ero ei ole kupissa, vaan pinnassa. Imukupit v...
Toimialatieto
Kuinka rullan halkaisija ja nousu määrittävät "käsiteltävän ikkunan"
Ostajat keskittyvät usein nimellispaksuusalueeseen, mutta käytännön rajan asettaa rullan halkaisijan, telan nousun (keskietäisyyden) ja materiaalin myötörajan välinen suhde. Pienemmät työrullat ja tiukempi nousu lisäävät taivutustaajuutta, mikä auttaa eliminoimaan lyhytaaltovaurioita; Suuremmat halkaisijat lisäävät kantavuutta ja vähentävät pintamerkintöjen riskiä pehmeämmissä seoksissa.
Mitä tulee tarkistaa, kun verrataan konetarjouksia
- Työrullan halkaisija ja nousu: pienempi/tiukempi tyypillisesti parantaa lyhytaaltokorjausta, mutta nostaa kosketuspainetta.
- Väli/tukirullan säätömenetelmä: mekaaninen vs. hydrauliavusteinen vaikuttaa siihen, kuinka hyvin kone pitää kruunun hallinnan kuormitettuna.
- Rungon jäykkyys ja raidetangon rakenne: jäykkyys on piilotettu toistettavuuden tekijä erittäin lujaa terästä käsiteltäessä.
- Pinnan suojausstrategia: alumiinin/kuparin osalta kysy telan viimeistelystä ja puhdistustoimenpiteistä imeytymisen minimoimiseksi.
Jos jaat tyypilliset seoslaatusi ja vialliset aallonpituutesi, voimme ennalta sovittaa telan kokoonpanon todelliseen vikaspektriisi sen sijaan, että luottaisit yleisiin "paksuusalue"-merkintöihin.
Tasaisuus ei ole yksi mittari: määritä mitä mittaat ja miten
"Litteä" voi tarkoittaa eri asioita riippuen siitä, onko loppuprosessisi leimaus, laserleikkaus vai tarkkuuskokoonpano. Hankintatiedoissa tulee määritellä mittausmenetelmä (suoraus, optinen, jännitystason vertailu, CMM-näytteenotto), näytteenoton pituus ja ohjaamasi vian tyyppi (reunaaalto, keskisolki, kelasarja, varsijousi).
| Erittelyelementti | Miksi sillä on väliä | Käytännön esimerkki |
|---|---|---|
| Näytteenoton pituus / ruudukko | Lyhyt näytteenotto piilottaa pitkän aallon viat; pitkä näytteenotto piilottaa lyhytaaltoiset aaltoilut. | Mittaa yli 1 m levyä varten; tiukempi ristikko tarkkuuslevyille. |
| Vikatyypin nimeäminen | Erilaiset viat vaativat erilaista rulla/nousustrategiaa. | Reuna-aalto vs keskisolki tarvitsevat erilaista kruunun ohjausta. |
| Jännitystila | Materiaali voi näyttää jännittyneeltä tasaisemmalta kuin vapaassa tilassa. | Määrittele "vapaan tilan" tasaisuus purkamisen jälkeen. |
| Lämpötila/voitelutila | Lämpökasvu ja voitelu muuttavat kitkaa ja joustoa. | Tarkista vakaassa linjan lämpötilassa toistettavuus. |
Tarkkaille ostajille tärkeintä on kohdistaa hyväksymistesti todelliseen loppupään herkkyyteen. paras tasoitustulos on se, jonka voit varmistaa jatkuvasti .
Puristusvoima vs taivutussyklit: kuinka välttää "litteä tänään, vääntynyt huomenna"
Hydrauliset tasoittimet saavuttavat tasaisuuden vaihtelevan elastisen ja plastisen muodonmuutoksen kautta. Kaksi vipua hallitsevat: (1) puristusvoiman jakautuminen rullasarjan poikki ja (2) tehokkaiden taivutusjaksojen lukumäärä. Liiallinen käyttövoima "pakottaa tasaiseksi" voi varastoida jäännösjännityksen ja johtaa myöhemmin vääristymiin leikkauksen, hitsauksen tai lämmönsyötön jälkeen.
Rakentava hankintaopastus
- Pyydä esiteltyjä asetusikkunoita: ei yksi resepti, vaan vakaa voima- ja tunkeutumisalue, joka säilyttää tasaisuuden.
- Tarkista "prosessin jälkeinen vakaus": leikkaa kupongit ja tarkista tasaisuus uudelleen leikkaus/laserleikkauksen jälkeen jäännösjännitysongelmien paljastamiseksi.
- Vahvista monivyöhyketuki: väli-/tukirullien pitäisi auttaa jakamaan kuormaa ja vähentämään paikallista ylitaivtumista.
Käyttöönottokäytännössämme eniten toistettavissa olevat ohjelmat luottavat kohtalainen tunkeutuminen riittävillä taivutuskerroilla , ei enimmäisvoimaa.
Suljetun silmukan hydrauliohjaus on todellinen toistettavuuden eroava tekijä
Hydraulinen käyttövoima on tehokas, mutta ostajan kannattaa arvioida ohjausarkkitehtuuria: paineensäätö ei yksinään ole sama kuin voiman/asennon suljetun silmukan ohjaus tasoituspisteissä. Poikkeama, öljyn lämpötila ja venttiilin vaste vaikuttavat päivittäiseen yhtenäisyyteen enemmän kuin vetoisuus.
Kysymyksiä, jotka hallitsevat tarjouspyyntöjen laatua
- Ohjaako järjestelmä rullan väliä/läpivientiä (asentoa), sylinterin voimaa vai vain hydraulipainetta?
- Miten öljyn lämpötilaa hallitaan ja kompensoidaan (jäähdytys, viskositeettitietoinen viritys, lämmitysrutiinit)?
- Mitä antureita käytetään (paineanturit, lineaarivaa'at, punnitusanturit) ja miten ne kalibroidaan?
- Onko olemassa reseptien hallintaa materiaaliin linkitetyillä parametreilla nopeaa vaihtoa varten?
Irtotavaratuotannossa toistettavuus on voittovipu: vakaa ohjaus vähentää uudelleentyöstöä ja loppuvaiheen seisokkeja . Juuri tähän keskitymme hydrauliset tarkkuustasoitusratkaisumme.
Kun "leveä" on vaikeampaa kuin "paksu": kruunusäätö ja reuna-aaltojen vaimennus
Leveät levyt epäonnistuvat usein hyväksymisen vuoksi reuna-aallon tai keskisoljen takia, jotka johtuvat epätasaisesta leveyden jännityksestä. Tässä ei ole kyse kokonaisvoimasta vaan enemmän siitä, kuinka kone ylläpitää tasaista taipumista koko leveydellä kuormitettuna. Väli- ja tukirullat ovat olemassa tästä syystä: työrullien vakauttamiseksi ja kruunun käyttäytymisen hallitsemiseksi.
Mitä validoida laajoissa materiaaliohjelmissa
- Leveys-paksuussuhde: korkeat suhteet lisäävät kruunun herkkyyttä ja edellyttävät vahvempaa tukirullastrategiaa.
- Tuki telojen vyöhykejakoa: enemmän säätötarkkuutta parantaa paikallisten reunaongelmien korjaamista.
- Rungon taipuma kuormitettuna: pyydä taipumatietoja tavoiteläpäisykyvylläsi ja materiaalin lujuudellasi.
Käytännöllinen take away: pelkän paksuuden määrittäminen ei riitä muistutukseksi laajan arkin onnistumiseen ; sisällytä leveys, myötöraja ja vian tyyppi ostotietoihin.
Materiaalikohtainen viritys: alumiini, kuparifolio, luja teräs ja titaaniseokset
Yksittäinen tarkkuushydrauliset tasoituskoneet pystyy käsittelemään monia metalliseoksia, mutta massaostajat hyötyvät prosessiikkunoiden suunnittelusta materiaaliperheittäin. Erot tuottokäyttäytymisessä, takajoustossa ja pintaherkkyydessä vaikuttavat suoraan telan valintaan, voitelu- ja puhtausvaatimuksiin. Hydrauliset tasauslaitteet voivat kattaa äärimmäisiä alueita – 0,1 mm - 60 mm — mutta toimintatapoja ei pitäisi pitää keskenään vaihdettavissa olevina.
Käytännöllisiä viritysvihjeitä materiaaliperheen mukaan
- Alumiini: aseta etusijalle pinnan suojaus ja vakaa kitka; Vältä keräämistä kurinalaisella puhdistuksella ja kontrolloidulla kosketuspaineella.
- Kuparifolio / ultraohut: keskity telan viimeistelyyn, jännityksen käsittelyyn ja tärinänhallintaan; pienet häiriöt voivat tulostua läpi.
- Erittäin luja teräs: rungon jäykkyys ja tukirullastrategia hallitsevat; varmista, että kone säilyttää asetukset jatkuvassa kuormituksessa.
- Titaaniseokset: odota suurempaa joustoa; luota monijaksoiseen taivutukseen ja tasaiseen lämpötilan säätöön toistettavuuden varmistamiseksi.
Kun rakennamme ohjelmia sekamateriaalilaitoksille, suosittelemme määrittelyä materiaaleihin linkitettyjä reseptejä pitääkseen vaihdot ennustettavissa.
Tarjouspyyntötiedot, jotka estävät ali- ja ylimääritykset (ja lyhentävät käyttöönottoa)
Joukkohankintariski johtuu yleensä puuttuvasta prosessikontekstista: toimittajat joko ylimittaavat koneen "turvallisuuden vuoksi" tai alimitoivat sen pelkän paksuuden perusteella. Tiivis tietopaketti mahdollistaa tarkan valinnan ja lyhentää käyttöönottoaikaa.
| Luokka | Mitä tarjota | Miksi myyjät tarvitsevat sitä |
|---|---|---|
| Materiaalin määritelmä | Seos/laatu, myötöraja-alue, kovuus (jos saatavilla) | Määrittää takaisinjouston ja tarvittavan taivutusenergian |
| Geometria | Paksuusalue, leveysalue, pituus, kela/levymuoto | Vaikuttaa rullan nousun valintaan ja kruunu/tukistrategiaan |
| Vika profiili | Reuna-aalto/keskisolki/varsijousi/kelasarja; viallinen aallonpituus, jos tiedossa | Tasaa telan kokoonpanon todelliseen tasaisuusongelmaan |
| Tavoitetulos | Tasaisuusmetrin mittausmenetelmän hyväksymisnäytteenotto | Estää käyttöönottokiistat ja epätasapainoiset odotukset |
| Läpäisykyky | Linjan nopeus, taktiaika, eräkoko, vaihtotaajuus | Määrittää automaatiotason, hydraulivasteen ja reseptien käsittelyn |
| Loppupään rajoitukset | Leikkaus/hitsaus/puristusvaiheet, sallittu jäännösjännitysriski | Ohjaa "force vs cycles" -strategiaa vakaille osille |
Täydellinen tarjouspyyntötietopaketti on usein nopein tapa pienentää projektin kokonaiskustannuksia -ei valitsemalla halvin kone, vaan välttämällä sopimattomuutta ja uudelleentyöstöä.
Huolto, joka suojaa tarkkuutta: öljyn puhtaus, telojen kuluminen ja kalibrointikuri
Tarkkuustasaus on herkkä pienille muutoksille kitkassa, rullan geometriassa ja hydraulisessa herkkyydessä. Monet "mysteeriset tasaisuusongelmat" juontavat juurensa öljyn saastumiseen, rullan asteittaiseen kulumiseen tai mittausreferenssien ajautumiseen eikä itse vaaituskonseptiin.
Ennaltaehkäisevät käytännöt, jotka säilyttävät tarkkuuden
- Öljyn puhtauden hallinta: suodatus ja näytteenotto vähentävät venttiilien tarttumista ja voiman epävakautta.
- Telan tarkastus: tarkkaile pinnan kerääntymistä, mikrokuoppausta ja halkaisijan muutoksia, jotka muuttavat tehokasta tunkeutumista.
- Anturin kalibrointi: paineen/asennon palaute on vain yhtä luotettavaa kuin sen kalibrointirutiini.
- Ei-rautametallien puhdistuskuri: estää upotettuja hiukkasia tulostamasta tulostusvirheitä arkille.
| Intervalli | Kohdista kohde | Miksi sillä on väliä |
|---|---|---|
| Vuoroittain | Telan puhdistus ja visuaalinen pinnan tarkistus | Estää poimimiseen liittyvän merkinnän ja kitkan ajautumisen |
| viikoittain | Hydrauliikan vuodon/lämpötilan tarkistus; suodattimen paine-ero | Stabiloi ohjausvasteen ja vähentää kontaminaatioriskiä |
| Kuukausittain | Öljyn näytteenotto; anturin terveellisyystarkastukset | Havaitsee ajautumisen varhaisessa vaiheessa ennen kuin siitä tulee romua |
| Neljännesvuosittain | Rullan geometrian tarkastus; kohdistuksen tarkastus | Suojaa toistettavuutta suurella äänenvoimakkuudella |
Ostajan näkökulmasta huolto on osa tasokykyäsi ; se tulee suunnitella varaosien ja koulutuksen ohella.
Tarkkuustasoittimen integrointi älykkääseen tuotantolinjaan
Irtotavaratuotannossa tasoitus harvoin seisoo yksinään. Paras sijoitetun pääoman tuottoprosentti (ROI) näkyy, kun tasoitusohjelma, materiaalin seuranta ja loppupään laitteet (erotin, syöttölaite, leikkaus, pinoaminen, tarkastus) jakavat tietoja. Tässä älykkäät linjajärjestelmät vähentävät vaihtelua ja käyttäjän riippuvuutta.
Integrointitiedot, jotka ostajien tulee määrittää
- Reseptin vaihto: materiaalitunnus laukaisee tasausparametrit automaattisesti lyhentääkseen asennusaikaa.
- Ylävirran jännityksen vakaus: Decoiler/feeder-ohjaus vaikuttaa näennäiseen tasaisuuteen ja toistettavuuteen.
- Alavirran tarkastussilmukka: yhdistä tasaisuusmittauksen palaute ohjelman tarkennukseen (tarvittaessa).
- Tiedon kirjaaminen: tallenna tärkeimmät parametrit (voima/asento, nopeus, lämpötila) vikojen jäljittämiseksi ja romun vähentämiseksi.
Integroituna valmistajana tarkkuushydrauliset tasoituskoneet ja linjajärjestelmät, Suunnittelemme rajapinnat niin, että suoritustehosi ovat todellisia, eivät teoreettisia .
Pinnan eheydellä on väliä: estä rullan jälkiä, poiminta ja mikronaarmuja
Auton osien, hissien komponenttien ja tarkkuuslevyjen viimeistelyssä ostajat eivät usein hylkää materiaalia tasaisuuden, vaan tasoituksen aikana ilmenneiden pintavikojen vuoksi. Perimmäiset syyt ovat yleensä kontaminaatio (upotuneet hiukkaset), riittämätön puhdistuskuri, väärä telan pinnan kunto tai liiallinen paikallinen kosketuspaine.
Käytännölliset hallintalaitteet, jotka vähentävät pintaan liittyvää romua
- Määritä sallittu pinnan karheus ja viimeistelytavoitteet herkkien seostesi työteloille.
- Suorita vaiheittainen puhdistus: ylävirtaan pyyhi/harja säännöllinen telan puhdistus estääksesi kerääntymisen.
- Säädä kosketuspainetta: valitse asetukset, jotka saavuttavat tasaisuuden ilman "ylitunkeutumista", kun pinta on kriittinen.
- Suunnitelma ei-rautametallien käsittelyyn: alumiini ja kupari vaativat tiukempaa kontaminaatiovalvontaa kuin yleiset terästyöt.
Sisällytä hyväksymistestaukseen sekä tasaisuus- että pintakriteerit, jotta viiva validoidaan käyttökelpoisia osia, ei vain "tasaisia levyjä" .
Ota yhteyttä
-

-

+ 86 - 4008006155 / + 86 - 512-66064950
-

+ 86 - 13732649503
-

+ 86 - 512-66510623
-

88 Lingshan Road, Xukou Town, Wuzhong District, Suzhou City, Jiangsu Province, China
Tekijänoikeus © 2025 Suzhou JingShi Intelligent Equipment Co., Ltd. Kaikki oikeudet pidätetään. Tarkkuusoikaisukoneiden toimittajat
