JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Miksi metallilevyn tasoituksella on merkitystä: tasaisten osien piilokustannukset
4 × 8-jalkainen 14-koon teräslevy irtoaa laserleikkurista 2 mm:n reuna-aaltolla. Ilman tasoitusta alavirran hitsauslaitteet hylkäävät 15 % osista. Tämä romumäärä ei ole hypoteettinen – se on ilman järjestelmällistä ohutlevyn tasoitusmenetelmää toimivien tuotantolaitosten ilmoittama keskiarvo.
Laserleikkaus, plasmaleikkaus ja jopa leikkaus aiheuttavat sisäisiä jännityksiä luomalla voimakkaita lämpögradientteja. Lämmön vaikutusalue voi lukkiutua vetojännityksiin, jotka vapautuessaan saavat osan taipumaan, vääntymään tai aaltoilemaan. Tuloksena on osa, joka ei sovi jigeihin, ei hitsaa siististi ja tuhlaa asennusaikaa manuaaliseen suoristukseen.
Tasoitus ei ole vain tasaisuutta. Se nollaa materiaalin sisäisen jännitystilan. Oikea mekaaninen tasoitus voi vähentää jäännösjännitystä 80–90 % , suurten vaaituslaitteiden valmistajien mainitsemien stressinpoistotutkimusten mukaan. Tasoittimesta poistuvat osat menevät suoraan muotoon tai kokoonpanoon vähemmällä hylkäysmäärällä. Järjestelmällistä tasoitusta toteuttavat liikkeet leikkaavat usein korjauskustannuksia 20–30 % ensimmäisen vuoden aikana.
Mutta kaikki tasoitusmenetelmät eivät tuota samaa tulosta. Väärän menetelmän valitseminen materiaalin paksuudelle, tuotantomäärälle tai tasaisuustoleranssille voi olla yhtä kallista kuin tekemättä jättäminen. Tämän artikkelin loppuosassa mitataan erot.
5 ydinlevyn tasoitusmenetelmää selitettynä
Viisi perustavanlaatuista lähestymistapaa kattavat lähes kaikki ohutlevyn tasoitusskenaariot. Jokainen toimii eri fyysisellä periaatteella, ja niiden makeat pisteet eroavat dramaattisesti paksuuden, nopeuden ja pääomakustannusten suhteen. Alla oleva taulukko tarjoaa suoran vertailun.
| menetelmä | Miten se toimii | Materiaalin paksuusalue | Tyypillinen tasaisuustoleranssi (mm/m) | Käsittelyn nopeus | Laitteiden kustannusalue (USD) |
|---|---|---|---|---|---|
| Hammer & Flame Manuaalinen oikaisu | Taitava käyttäjä käyttää vasaraa tai paikallista polttimen lämmitystä vääristymien alueiden taivuttamiseksi taaksepäin. Liekkioikaisu perustuu kontrolloituun lämpölaajenemiseen ja -supistumiseen. | 0,5–50 mm (mikä tahansa paksuus, usein yksittäisiä osia varten) | 0,5–2,0 | Minuuteista tunteihin per osa | 500–5 000 dollaria (työkalut, työvoimavaltainen) |
| Oikaisupuristin (hydraulinen/mekaaninen) | Hydraulinen tai ruuvipuristin käyttää voimaa tietyissä kohdissa V-kappaleiden tai meistien avulla loimen vastakkaisen osan taivuttamiseksi. | 1–30 mm (yleensä paksut levyt ja muotokappaleet) | 0,3–1,5 | 30 s - 2 min per osa | 10 000 - 100 000 dollaria |
| Rullatasoitus (monirulla) | Arkki kulkee vuorottelevien ylä- ja alatelojen läpi, jotka taivuttavat materiaalia asteittain. Toistuva elastis-plastinen taivutus vähentää sisäistä jännitystä ja aaltoilua. | 0,5–25 mm (erikoiskoneet 50 mm asti) | 0,2–0,5 | 5-30 m/min | 50 000 - 500 000 dollaria |
| Jännitystasoitus (venytystasoitus) | Materiaali puristetaan molemmista päistä ja venytetään 1–3 % jännityksellä, mikä ylittää myötörajan tasaisesti. Tämä eliminoi reuna-aallot ja keskisoljen ilman pintakosketusta. | 0,3–6 mm (alumiini, ruostumaton, ohut nauha) | 0,1–0,3 | Eräjakso: 15–45 sekuntia per arkki | 80 000 - 400 000 dollaria |
| Lämpö/liekkioikaisu (ainoana tuotantomenetelmänä) | Tiettyjen alueiden lämmittäminen 600–800 °C:seen ja kontrolloitu jäähdytys saa aikaan ennakoitavan supistumisen oikeaan muotoon. Käytetään usein raskaaseen rakenneteräkseen. | >15 mm - 100 mm | 0,5–3,0 | Erittäin hidas; useita lämmitysjaksoja | 2 000 - 20 000 dollaria (taskulamput, tuet) |
Taulukosta käy selväksi: jos käsittelet suuria määriä arkkeja 0,5–6 mm, telatasoitus antaa sinulle vertaansa vailla olevan suorituskyvyn. Sekamittaisille työpajoille, joissa on paksu levy ja pienet volyymit, puristus- tai liekkimenetelmä voi olla käytännöllisempi. Jännitystasoitus on erinomainen pehmeille metalleille, joissa pintavaurioita ei voida hyväksyä.
Telojen vaaitus vs. hydraulinen tarkkuustasaus: vierekkäinen vertailu
Rullatasoituskategoriassa on tärkeä alajako: perinteiset moottoroidut telatasoittimet ja hydrauliset servokäyttöiset tarkkuustasoittimet. Jälkimmäinen käyttää yksilöllisesti ohjattuja hydraulisylintereitä telojen asemien säätämiseen mikronien välein, mikä mahdollistaa mukautuvan kruunun kompensoinnin ja aktiivisen työrullan taipuman ohjauksen.
Tällä erolla on eniten merkitystä, kun tasaisuus on säilytettävä alle 0,2 mm/m tai kun käsitellään eri paksuusalueita samassa erässä. Alla oleva taulukko korostaa tärkeimmät tekniset erot.
| Parametri | Perinteinen rullatasoitus | Hydraulinen tarkkuustasoitus |
|---|---|---|
| Rullan halkaisija (tyypillinen) | 50-150 mm | 40-120 mm tukiteloilla |
| Rullien lukumäärä | 5-13 (ylhäältä ja alhaalta) | 9–21 (ylhäältä ja alhaalta, välituella) |
| Rullan säätötarkkuus | 0,05–0,1 mm (mekaaninen) | 0,01 mm (servohydraulinen) |
| Max tasoitusvoima | Tyypillisesti 200-800 tonnia | Jopa 2000 tonnia |
| Paras paksuusalue | 0,5–6 mm (yleinen); ulottuu 25 mm:iin voimakkailla malleilla | 0,5-3 mm ohutlevysarja ; 10–40 mm raskaille levymalleille |
| Tasaisuuskyky (mm/m) | 0,3–0,8 | 0,05–0,2 |
| Tyypillinen sijoitus | 50 000 dollaria - 200 000 dollaria | 150 000–500 000 dollaria |
Hydraulisen tarkkuuden kustannuspalkkio tulee servo-ohjauksesta ja lisärullan tuesta. Mutta hyöty on todellinen: raskas levyvalmistaja, joka prosessoi 15 mm:n HSLA-terästä, ilmoitti 40 %:n vähennyksen hitsauksen jälkeisessä oikaisussa vaihdettuaan hydrauliseen tasoittimeen, jossa on mukautuva rakosäätö.
Oikean vaaitusmenetelmän valitseminen: 4-vaiheinen päätöskehys
Sen sijaan, että muistaisit kaikki tiedot, käytä tätä jäsenneltyä nelivaiheista kehystä. Se siirtyy fyysisistä vaatimuksista budjettirajoituksiin, mikä auttaa sinua valitsemaan menetelmät nopeasti.
- Määrittele materiaalikuori. Määritä käsittelemäsi suurin ja pienin paksuus, myötöraja ja leveys. Paksuus sanelee tarvittavan voiman; materiaalin lujuus ja leveys kertovat tämän voiman. Pehmeälle teräkselle, jonka paksuus on enintään 3 mm, kevyt telatasoitus tai kiristystasoitus voi riittää. Yli 20 mm:n seoslevyyn tarvitset puristimen tai raskaan hydraulirullakoneen.
- Laske tarvittava tasoitusvoima. Käytä likiarvoa: Tasoitusvoima (tonnia) = (Materiaalin myötölujuus MPa × Leveys mm × Paksuus² mm) / (Kierrin nousu mm × vakio). Kun voima ylittää 400 tonnia, perinteinen rullarakenne voi olla äärirajoillaan; hydraulikoneita tarvitaan.
- Yhdistä eräkoko automaation tasoon. Alle 50 osaan päivässä manuaalinen vasara tai yksinkertainen puristus voi riittää. Sadoille levyille on perusteltua käyttää moottoroitua telatasoitusta, jossa on automaattinen paksuuden syöttö. Täysin kelasyöttöiset linjat, jotka toimivat nopeudella 20 m/min, edellyttävät integrointia kelojen ja syöttölaitteiden kanssa, kuten alla olevassa automaatioosassa käsitellään.
- Kohdista tarkkuus menetelmän rajaan. Jos alavirtaprosessisi vaatii tasaisuutta 0,1 mm/m (esim. tarkkuushitsausjigit), jännitystasaus tai hydraulinen servotelan vaaitus ovat ainoat käyttökelpoiset vaihtoehdot. Pelkästään telan tasoitus voi parhaimmillaan saavuttaa 0,3 mm/m, mikä on hyvä yleisvalmistukseen, mutta ei riitä luokan A pintapaneeleille.
Nämä neljä vaihetta poistavat arvauksen. Kun olet kaventunut vaihtoehtoja, pyydä tasaisuusnäytteitä laitetoimittajilta käyttämällä omaa materiaalivarastoasi. 10 minuutin kokeilu a hydraulinen tasoituskone voi vahvistaa toleranssit, joita voit odottaa tuotannossa.

Yleiset tasoitusvirheet ja niiden korjaaminen
Jopa hyvin valittu tasoitusmenetelmä voi tuottaa vääristyneitä levyjä, jos parametrit ajautuvat. Vikakuvion tunnistaminen on ensimmäinen askel korjaamiseen.
| Vika | Tyypillinen syy | Ratkaisu |
|---|---|---|
| Reuna-aalto (pitkät reunat aaltoilevat) | Rullarako liian tiukka reunoissa; ylitaivutus nauhan sivuilla | Irrota reunatukirullat tai säädä kruunu vähentääksesi reunapainetta. Lisää jännitystasoittimien venymisprosenttia hieman. |
| Keskimmäinen solki | Rullarako liian tiukka keskellä; liiallinen taipuminen levyn keskellä | Lisää rullan keskiväliä säätämällä yksittäisiä rullan kallistuksia. Varmista, että työrullat eivät ole kuluneet keskellä. |
| Kierrä (vastakkaiset kulmat nostettu) | Väärin kohdistetut sisääntuloohjaimet; epätasaiset rullavälit vasen vs. oikea | Suoraan sisääntuloohjaimet ja vaakasuora kone. Tarkista ylemmän ja alemman rullasarjan samansuuntaisuus. |
| Camber (kaarevuus pituussuunnassa) | Epätasaiset reunajännitykset kelasarjasta tai jäännösjännityskuviosta | Lisää sisääntulon puristuspainetta ja pienennä kulkulinjan kulmaa. Jännitystasoituksessa käytä ylimääräistä poikkivenytystä. |
| Pintamerkit tai painaumat | Telapinnan vauriot tai liiallinen paine pehmeisiin metalleihin | Kiillota tai vaihda vaurioituneet rullat; käytä suojakalvoa tai vaihda kireyden tasoitukseen alumiinille ja ruostumattomalle teräkselle. |
Nykyaikaiset hydrauliset tasauslaitteet suljetulla asennonsäädöllä vähentävät näitä ongelmia säilyttämällä tasaisen välin materiaalin vaihtelevista ominaisuuksista huolimatta. Silti käyttäjien tulee tarkastaa jokaisen erän ensimmäinen arkki suoristimella ja rakotulkilla – kahden minuutin tarkastus, joka estää tuntien uudelleentyöskentelyn.
Tasoituksen integrointi automatisoituihin tuotantolinjoihin
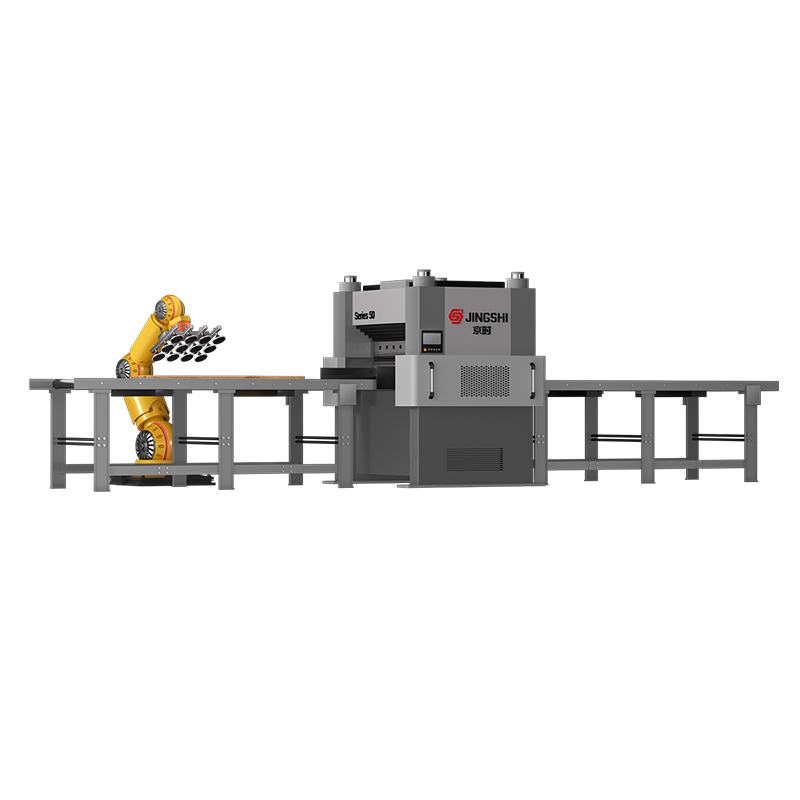
Itsenäinen tasoitus ratkaisee osatason ongelmat, mutta todellinen tehokkuus tulee upottamalla vaaitus suoraan tuotantolinjalle. Kelasyöttöinen laserleikkaus- tai -leimausjärjestelmä, joka sisältää linjan tasauksen, eliminoi erilliset käsittelyvaiheet ja antaa materiaalin virrata ilman sisäistä jännitystä.
Esimerkiksi kela-tasoitus-sammutuslinja kelaa auki pääkäämin, tasoittaa nauhan monirullakasetilla ja syöttää sen jopa 20 m/min nopeudella toimivaan laserleikkauspäähän. Oistettu aihio tulee leikkausalueelle jo tasaisena, joten laser voi leikata tasaisesti. Järjestelmät, kuten purkuvaaitus lasersammutuslinja yhdistää kaikki kolme toimintoa yhdeksi ohjausalustaksi.

Leimauskennossa 3-in-1-servosyöttöjärjestelmä kelaa, tasoittaa ja syöttää nauhan suoraan puristimeen. Tämä eliminoi manuaalisen arkinsyötön ja takaa, että jokainen leimattu osa alkaa jännitystä vapautetusta litteästä aihiosta. Liikkeet, jotka ovat ottaneet käyttöön nopeita decoiler-suoristus-syöttölinjoja, raportoivat, että romun leimausaste on alle 0,5 % osissa, jotka aiemmin tuottivat 3 % romua aaltoilevien aihioiden vuoksi.
Tasoituksen jälkeen käsittelyllä on yhtä paljon merkitystä. Tyhjiönostimien käyttäminen pehmeillä kosketuskupeilla estää taivutusjälkien uudelleen muodostumisen juuri tasoitettuihin levyihin. Metallilevyyn sovitettu tyhjiönostojärjestelmä voi siirtää vaakasuorat osat ilman koukkuja tai ketjuja, jotka vääristävät niitä.