JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
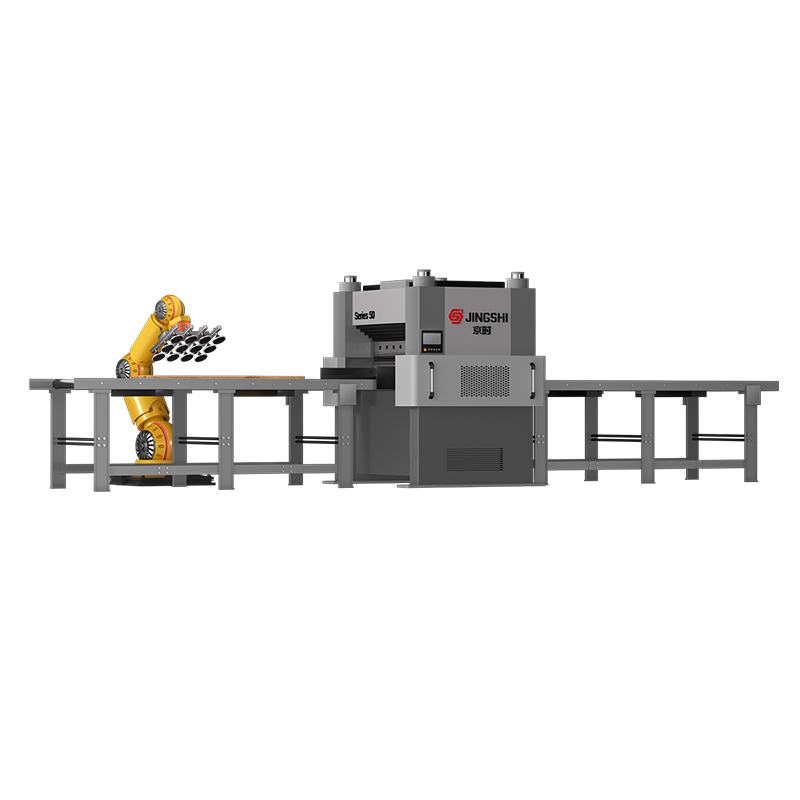
Tasoitus, joka tunnetaan myös nimellä a tasoituskone tai rullatasoituskone , on teollisuuskone, joka on suunniteltu tasoittamaan metallikeloja, -levyjä ja -levyjä poistamalla sisäiset jännitykset, vääntymät ja pinnan epätasaisuudet. Kone toimii ohjaamalla metallia useiden offset-telojen läpi, jotka kohdistavat hallittuja taivutusvoimia ja muuttavat materiaalia pysyvästi, jolloin saadaan tasainen, jännitteetön pinta. Tasoittimet ovat välttämättömiä laitteita metallinkäsittelylaitoksissa, teräspalvelukeskuksissa ja tuotantolaitoksissa, joissa litteä metalli on kriittinen myöhemmissä toiminnoissa, kuten leimaamisessa, laserleikkauksessa tai hitsauksessa.
Kuinka tasoituskoneet toimivat
Tasoitusprosessi perustuu plastisen muodonmuutoksen periaatteeseen. Kun metalli kulkee tasoittimen läpi, se kohtaa useita teloja, jotka on järjestetty porrastettuun kuvioon – vuorotellen ylä- ja alatelat luovat sarjan käänteisiä mutkia. Jokainen taivutus ylittää materiaalin myötörajan aiheuttaen pysyvää muodonmuutosta, joka neutraloi sisäiset jännitykset.
Rullan kokoonpano
Tyypillinen tarkkuustasoitus sisältää 9-21 rullaa , vaikka raskaassa käytössä olevissa malleissa voi olla enemmän. Sisääntulorullat tekevät aggressiivista taivutusta suuremmilla rakoilla, kun taas ulostulorullat käyttävät asteittain pienempiä rakoja hienompien korjausten aikaansaamiseksi. Tämä taivutusvoimakkuuden asteittainen väheneminen varmistaa, että materiaali poistuu mahdollisimman vähän jäännösjännitystä ja maksimaalista tasaisuutta.
Säätömekanismit
Nykyaikaisissa tasoittimissa on hydrauliset tai sähköiset säätöjärjestelmät, jotka säätelevät telan tunkeutumissyvyyttä. Käyttäjät voivat muokata asetuksia materiaalin paksuuden, kovuuden ja alkuperäisen tasaisuuden perusteella. Edistyneisiin malleihin kuuluu automaattiset mittausjärjestelmät, jotka mittaavat tulevaa materiaalia ja säätävät telojen asentoa reaaliajassa saavuttaen tasaisuustoleransseja ±0,5 mm/metri tai parempi .
Tasoituskoneiden tyypit
Rullatasoittimet
Rullatasoittimet ovat yleisin tyyppi, joka soveltuu kelojen ja levyjen käsittelyyn Paksuus 0,3-25 mm . Ne käsittelevät erilaisia materiaaleja, kuten kylmävalssattua terästä, ruostumatonta terästä, alumiinia ja kupariseoksia. Tuotantolinjat integroivat usein rullatasoittimet leikkaus-, pituusleikkaus- tai tyhjennyslaitteiden kanssa.
Paarit tasoittimet
Paarit tarttuvat materiaaliin molemmista päistä ja kohdistavat pitkittäisjännityksen tyypillisesti 1-3 % venymä , poistamaan aaltoilua ja kelasarjaa. Tämä prosessi toimii erityisen hyvin ohuille materiaaleille, joiden paksuus on alle 3 mm, jolloin telan tasoitus saattaa aiheuttaa pintajälkiä. Paarit poistavat erinomaisesti kylmävalssatuissa keloissa yleisiä reuna-aalto- ja keskisolkiviat.
Levyjen tasoittimet
Suunniteltu paksuille levyille alkaen 6mm - 200mm , levytasoittimet käyttävät vähemmän, mutta halkaisijaltaan suurempia rullia ja suurempia taivutusvoimia. Nämä koneet käsittelevät rakenneteräslevyjä, laivanrakennusmateriaaleja ja raskasta valmistusmateriaalia, joissa tarkkuustasaisuus on kriittinen hitsaus- ja kokoonpanotoiminnassa.
Tärkeimmät komponentit ja suunnitteluominaisuudet
| Komponentti | Toiminto | Materiaali/erittely |
|---|---|---|
| Työrullat | Kohdista materiaaliin taivutusvoimia | Karkaistu teräs, 60-65 HRC, kromattu |
| Vararullat | Tue työrullia taipumaa vastaan | Taottu teräs, halkaisija suurempi kuin työrullat |
| Hydraulijärjestelmä | Säätää rullan asentoa ja painetta | Käyttöpaine 150-250 bar |
| Sisään-/poistumistaulukot | Opas ja tukimateriaali | Rulla- tai harjapöydät merkintöjen estämiseksi |
| Ohjausjärjestelmä | Hallitsee parametreja ja automaatiota | PLC-pohjainen HMI-kosketusnäytöllä |
Runkorakenteen on kestettävä ylittävät tasoitusvoimat 1000 tonnia raskaissa sovelluksissa. Valmistajat käyttävät tyypillisesti hitsattuja teräsrunkoja, joissa on tarkkuuskoneistetut laakeripesät, jotta telojen kohdistus säilyy kuormitettuna. Rungon jäykkyys vaikuttaa suoraan tasoitustarkkuuteen, koska taipuma aiheuttaa vaihteluita telan tunkeutumisessa materiaalin leveydellä.
Teolliset sovellukset
Autojen valmistus
Autojen meistolaitokset vaativat poikkeuksellisen litteitä teräsaihioita estämään rypistymistä, repeytymistä ja mittavirheitä muovauksen aikana. Tasoituskoneet käsittelevät erittäin lujia teräslajeja aina 1500 MPa vetolujuus koripaneeleille, rakenneosille ja alustan osille. Tasoitusvaihe tapahtuu tyypillisesti halkaisun jälkeen ja ennen tyhjennystä tai leimaamista.
Kodinkoneteollisuus
Jääkaappien, pesukoneiden ja LVI-laitteiden valmistajat käyttävät tasoitettuja teräs- ja ruostumattomia teräslevyjä ulkopaneeleissa ja sisäosissa. Tasaisuusvaatimukset vaihtelevat ±1mm - ±3mm per metri sovelluksesta riippuen kosmeettisilla pinnoilla, jotka vaativat tiukempia toleransseja.
Metallipalvelukeskukset
Palvelukeskukset prosessoivat kelat terästehtailta litteiksi levyiksi jaettavaksi valmistajille. Tyypillisessä palvelukeskuksessa voi olla useita tasoittimia, jotka käsittelevät eri paksuusalueita ja materiaalityyppejä, jalostusta 50-200 tonnia päivässä riippuen laitekapasiteetista ja asiakkaiden tarpeista.
Laserleikkaus ja valmistus
Laserleikkausjärjestelmät vaativat erittäin tasaista materiaalia tasaisen polttovälin ja leikkauslaadun ylläpitämiseksi. Epätasaiset arkit aiheuttavat tarkennusvaihteluita, jotka aiheuttavat kapenevia reunoja ja mittavirheitä. Laserleikkaukseen tarkoitettuja materiaaleja käsittelevät valmistajat määrittävät tasaisuustoleranssit ±0,5 mm tai parempi optimaalisen leikkaustehon varmistamiseksi.
Tasoitusprosessin parametrit
Optimaalisten tasoitustulosten saavuttaminen edellyttää useiden parametrien huolellista valvontaa, jotka vaikuttavat toisiinsa lopullisen tasaisuuden laadun määrittämiseksi:
- Sisäänpääsy: Määrittää alkuperäisen taivutuksen vakavuuden, tyypillisesti asetettuna 150-200 % materiaalin paksuudesta ensimmäiselle rullaparille
- Poistuminen: Ohjaa lopullista suoristusta, yleensä 20-50 % materiaalin paksuudesta viimeiselle rullaparille
- Linjan nopeus: Tuotantohinnat vaihtelevat 10-120 metriä minuutissa riippuen materiaalispesifikaatioista ja vaaditusta tasaisuudesta
- Vararullan paine: Estää työrullan taipumisen ja varmistaa tasaisen tunkeutumisen materiaalin leveydeltä
- Lämpötilan huomioitavaa: Materiaalin lämpötila vaikuttaa myötölujuuteen; kylmä materiaali vaatii suurempia voimia kuin materiaali 50-100 °C:ssa
Kuljettajat kehittävät tasoitusreseptejä eri materiaaliyhdistelmille ja tallentavat parametrit ohjausjärjestelmään nopeaa asetusmuutosta varten. Hyvin huollettu vaaituskone optimoiduilla asetuksilla voi saavuttaa toistettavuuden sisällä ±0,2 mm identtisille materiaalierille.
Yleiset viat korjattu tasoituksella
Kelasarja
Kelasarja tarkoittaa kaarevuutta, joka säilyy kelaksi kelaamisesta. Kelan ulkokääreessä on vetojännitys, kun taas sisemmässä kääreessä on puristusjännitys, mikä luo jatkuvaa kaarevuutta, kun se irrotetaan. Tasoittimet käyttävät vuorotellen myötörajan ylittäviä taivutuksia, jotka suoristavat materiaalia pysyvästi ja poistavat tämän muistin.
Edge Wave ja keskisolki
Näitä vikoja esiintyy, kun reunat venyvät enemmän kuin keskusta (reunaaalto) tai keskiosa venyvät enemmän kuin reunat (keskisolki) rullaustoimintojen aikana. Differentiaalinen venymä luo puristusjännitykset, jotka ilmenevät aaltoiluna. Tasoitus jakaa nämä jännitykset uudelleen hallitun plastisen muodonmuutoksen kautta, mikä tasoittaa levyn.
Camber ja Bow
Camber (sivusuuntainen kaarevuus) ja keula (pituussuuntainen kaarevuus) johtuvat epätasaisista vierintäolosuhteista tai jäähdytysnopeuksista. Vaikka voimakas kallistus saattaa vaatia lisäoikaisulaitteita, kohtalainen keula reagoi tyypillisesti hyvin vaaitusasteeseen. Koneet, joissa on yksilöllinen hydraulinen säätö kummallakin puolella, voivat kompensoida kallistusta käyttämällä paine-eroa.
Varsijousi ja Twist
Varsijousi (poikittaiskaarevuus) ja kiertymisvirheet ovat haastavampia korjata. Raskaat tasoittimet, joissa on lähekkäin sijaitsevat rullat, voivat käsitellä varsijousia tehokkaasti, kun taas kierre vaatii usein erikoislaitteita tai voi viitata alkupään käsittelyssä oleviin ongelmiin, jotka tulisi korjata lähteellä.
Huolto- ja suorituskykynäkökohdat
Asianmukainen huolto varmistaa tasaisen tasoituslaadun ja pidentää laitteiden käyttöikää. Kriittisiä huoltotoimenpiteitä ovat mm.
- Rullan tarkastus: Työrullat tulee tarkastaa joka kerta 3-6 kuukautta kulumisen, kuoppien ja pintavaurioiden varalta. Pienet pintavirheet siirtyvät prosessoituun materiaaliin jälkinä tai naarmuina.
- Telahionta: Kun pinnan kuluminen tai vauriot ovat merkittäviä, telat vaativat hiontaa oikean geometrian palauttamiseksi. Useimmat telat voidaan hioa uudelleen 3-5 kertaa ennen kuin vaihto tulee tarpeelliseksi.
- Laakerien huolto: Rullalaakerit vaativat säännöllistä voitelua ja lämpötilan ja tärinän valvontaa. Laakerivika aiheuttaa rullan kohdistusvirheitä ja huonoja vaaitustuloksia.
- Hydraulijärjestelmän huolto: Säännölliset öljynvaihdot, suodattimien vaihdot ja tiivisteiden tarkastukset estävät likaantumista ja painehäviöitä, jotka vaikuttavat tasoituksen sakeuteen.
- Kalibrointi: Telojen asemien, paineanturien ja mittausjärjestelmien säännöllinen tarkastus varmistaa, että ohjausjärjestelmä säilyttää tarkat asetukset.
Kattava ennaltaehkäisevä huolto-ohjelma voi pidentää tasoittimen käyttöikää pidemmälle 20-30 vuotta säilyttäen samalla alkuperäiset suorituskykyvaatimukset. Huoltohuoltoa laiminlyövät tilat kokevat tyypillisesti tasaisuuden laadun heikkenemisen, telojen lisääntyneen kulumisen ja korkeammat käyttökustannukset suunnittelemattomien seisokkien vuoksi.
Tasoituslaitteiden valintakriteerit
Sopivan tasoittimen valinta edellyttää useiden tekijöiden arviointia, jotka vaikuttavat sekä alkuinvestointiin että pitkän aikavälin käyttökustannuksiin:
Materiaalitiedot
Paksuusalue, leveyskapasiteetti ja materiaalin lujuus määrittävät koneen perusvaatimukset. Laitoksen käsittely 0,5-6 mm hiiliteräs tarvitsee erilaisia laitteita kuin yhden käsittelyn 10-50mm ruostumattomat teräslevyt . Materiaalin myötöraja vaikuttaa suoraan tarvittaviin rullavoimiin ja tukijärjestelmiin.
Tasaisuusvaatimukset
Sovellukset vaativat ±0,5 mm tasaisuus vaativat tarkkuustasoittimet, joissa on lukuisia tiiviisti sijoitettuja rullia ja kehittyneitä ohjausjärjestelmiä. Vähemmän kriittisten sovellusten hyväksyminen ±2-3mm tasaisuus voi käyttää yksinkertaisempia, taloudellisempia malleja. Tasaisuusvaatimus ohjaa sekä laitekustannuksia että toiminnan monimutkaisuutta.
Tuotantomäärä
Suuri volyymi oikeuttaa investoinnin automatisoituun kelojen käsittelyyn, pikavaihtotyökaluihin ja nopeisiin prosessointiominaisuuksiin. Tilojen käsittely alle 500 tonnia kuukaudessa voi saavuttaa paremman talouden yksinkertaisemmilla laitteilla ja manuaalisilla asennusmenetelmillä.
Integrointivaatimukset
Tasoittimet toimivat usein prosessointilinjoilla kelojen, suoristuslaitteiden, halkaisulaitteiden ja leikkausleikkureiden rinnalla. Tasoittimen on vastattava linjan nopeusominaisuuksia ja integroitava ylä- ja loppupään laitteiden ohjaimiin. Työpajasovellusten erilliset tasoittimet tarvitsevat erilaisia ominaisuuksia kuin inline-tuotantojärjestelmät.